اتو کلاو 200 سی سی طبق سفارش با بدنه تمام تفلون برای فشار 50 بار و دمای 300 درجه طراحی و ساخته شد.

همه چیز درباره خلا ء

اتو کلاو 200 سی سی طبق سفارش با بدنه تمام تفلون برای فشار 50 بار و دمای 300 درجه طراحی و ساخته شد.

1392/5/15 – کوره ذوب القایی تحت خلاء با توانایی ذوب معادل 15 کیلوگرم فولاد در دست طراحی و ساخت می باشد
1392/5/16 – طرح اولیه کوره آماده گردید.

1392/5/17 – یک عدد پمپ وکیوم Edwards 175 برای تامین فشار خلاء سیستم ذوب القایی تحت خلاء فوق تهیه گردید.

1392/5/24 – ورقه های استیل برش خورده و برای نورد و عدسی شدن فرستاده شد.
1392/6/5 – مخزن آماده شده و عدسی ها نیز پرداخت های اولیه روی آن ها انجام پذیرفت .
1392/6/11 – فلنچ ها آماده گردید، جوشکاری اولیه انجام شد و سوراخ های لازم روی کوره ذوب القاء تحت خلاء زده شد.
1392/619 – دهانه های کوره مطابق با استانداردهای خلا آماده گردید.
1392/6/23 – دهانه های مخزن کوره ذوب القایی تحت خلاء نصب گردید.
1392/7/16 – جوشکاری مخزن ها به اتمام رسید.
1392/8/5 – شاسی دستگاه ساخته شد و رنگ آمیزی گردید ، مخزن نیز رنگ شد.



1392/9/9 – تابلو برق دستگاه آماده گردید.

1392/9/27 – مونتاژ دستگاه به پایان رسید و دستگاه تست گردید.



1392/10/11 – بوته سرد نصب و دستگاه در حال گذراندن مراحل تست می باشد.


با سلام خدمت همکاران ، مشتریان و دوستان گرامی
طی هفته گذشته کارخانه به محل جدید منتقل گردید. لذا از کلیه همراهان گرامی خواهشمند است جهت مراجعه حضوری به ادرس جدید مراجعه فرمایند.
با تشکر
ایده آل وکیوم
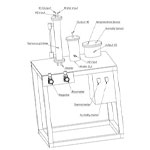
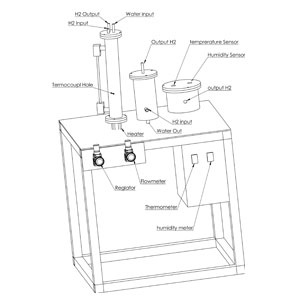
1392/5/17 – این دستگاه جهت مرطوب کردن هیدروژن با درصد رطوبت مشخص در دست طراحی می باشد. طرح های اولیه آن آماده شده و در حال بررسی و چک نهایی می باشد.

1392/3/8- کوره VIM پس از مرحله طراحی ، فرایند ساخت آن شروع شده ، مخرن آماده و جوشکاری ها انجام شده ، دهانه ها نصب گردید.
1392/3/21 – پس از انجام جوشکاری ها ، پرداخت کاری نهایی انجام شده ، مخزن شسته شده و آماده نقاشی می باشد.
1392/4/29 – جای قالب VIM ساخته شد ، جوشکاری ها انجام شد.
1392/5/27 – شاسی دستگاه ساخته شد ، مخزن روی دستگاه نصب گردید.


1392/6/4 – طراحی جدید لولای درب انجام گرفت ، لولا ساخته شد و روی درب نصب و رگلاژ گردید.

1392/7/7 – مخزن ، قالب و درب کوره ذوب القایی تحت خلاء پرداخت گردید و رنگ شد.




1392/7/13 – سیستم پمپاژ خلاء کوره آماده گردید.



1392/3/6- ضمن انتقال کوره به محل کارخانه ، عملیات باز کردن قطعات معیوب شروع گردید ، عیب ها شناسایی گردید ، سیستم انتقال دمایی نیز به گرمایش مستقیم تغییر یافت .





1392/3/26 – تابلو برق دستگاه بر اساس سیستم گرمایش مستقیم باز طراحی و اجرا گردید، سیستم همزن نیز ارتقا یافت و پس از برسی نهایی دستگاه به مدت 8 ساعت زیر تست قرار گرفت و در نهایت با حضور نماینده کارفرما در محل کارخانه و تایید ایشان دستگاه آماده بارگیری گردید.
